

2025-08-27 來源:瑞麟氫能 瀏覽數(shù):232
以下內(nèi)容梳理了當(dāng)下主流PEM電解槽所用材料、結(jié)構(gòu)形式以及各部件自下而上的制造思路。為便于量化,文中以 1 MW 電堆為參照,催化
以下內(nèi)容梳理了當(dāng)下主流PEM電解槽所用材料、結(jié)構(gòu)形式以及各部件自下而上的制造思路。為便于量化,文中以 1 MW 電堆為參照,催化劑負(fù)載量取 2022 年商業(yè)化產(chǎn)品平均水平,未計(jì)入實(shí)驗(yàn)室級(jí)別的突破性數(shù)據(jù)。
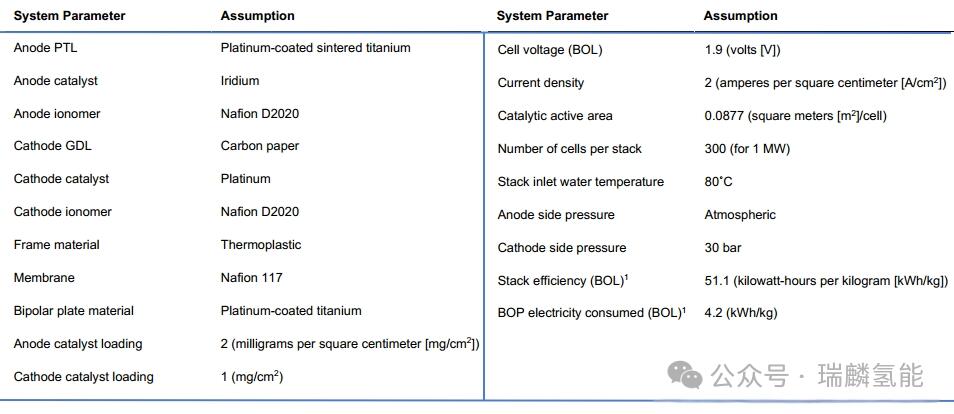
表:PEM電解槽的關(guān)鍵設(shè)計(jì)規(guī)范
一、1 MW 電堆設(shè)計(jì)基準(zhǔn)
- 單電池有效催化面積:≈ 900 cm2(正方形,也可選矩形或圓形)圖1
- 活性區(qū)外沿再留 10 % 工藝余量,用于模切與壓縮均勻性
- 未來迭代方向:提高電流密度,在相同幾何尺寸與單池?cái)?shù)量下增大產(chǎn)氫量
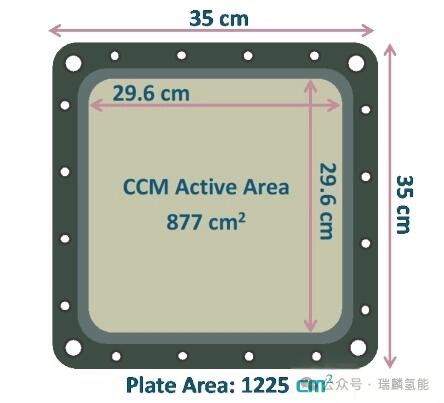
圖1
二、制造總覽
圖 2 展示了從原材料到成品的完整工藝鏈,下文按四大部件逐一展開。
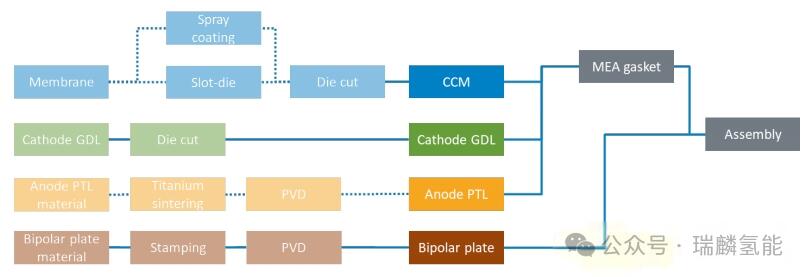
圖2
三、傳輸層
1. 陽極 PTL(多孔傳輸層)
– 材料:燒結(jié)鈦 + PVD 鍍鉑
– 工藝:鈦粉→燒結(jié)→模切→PVD 鍍層(工藝圖見圖 3)
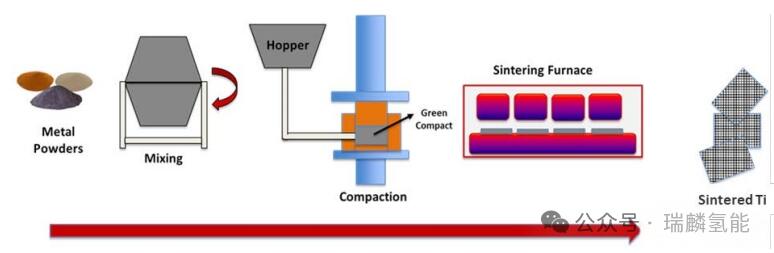
圖3
2. 陰極 GDL(氣體擴(kuò)散層)
– 直接采購碳紙/碳布,模切成所需尺寸即可
四、CCM & MEA
1. 結(jié)構(gòu)
CCM(催化劑涂覆膜)夾在陰/陽極傳輸層之間即構(gòu)成 MEA。
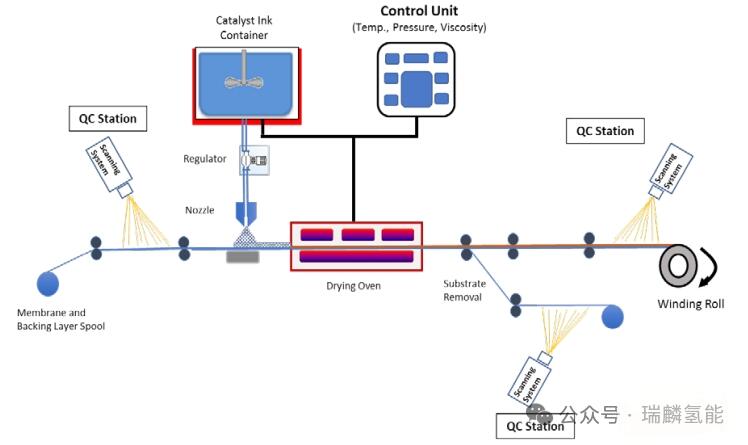
圖4
2. 成本地位
CCM 占電堆成本比重最高,是降本重點(diǎn)研究對(duì)象。
3. 兩條制備路線
超聲波噴涂:實(shí)驗(yàn)與小批量常用,效率低,卷對(duì)卷(R2R)改造后可提速
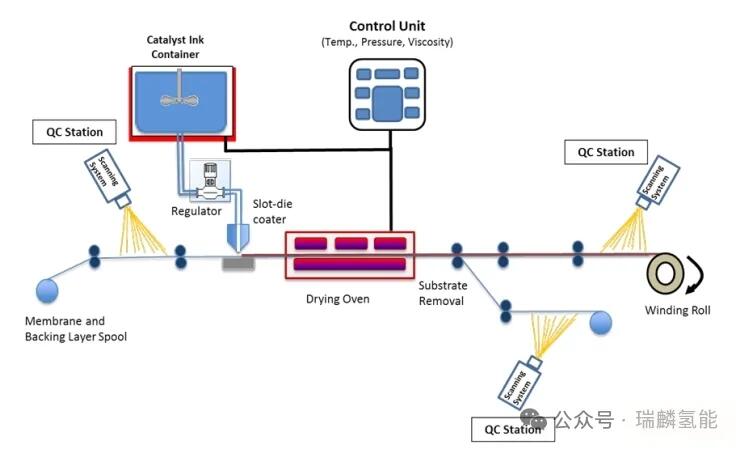
圖5
狹縫涂布:R2R 連續(xù)工藝,速度快、易放大,正逐步取代噴涂
(圖 4、圖 5 分別給出兩種路線的設(shè)備配置與質(zhì)量監(jiān)控示意)
4. MEA 集成
CCM 完成后與 PTL、GDL 疊合,即得 MEA。
五、雙極板
– 材料:鈦卷板 + PVD 鍍鉑(早期曾用 316L 不銹鋼)
– 厚度:本例取 1.5 mm(不含鍍層)
– 工藝:沖壓/蝕刻流場(chǎng) → PVD 鍍鉑(圖 6)
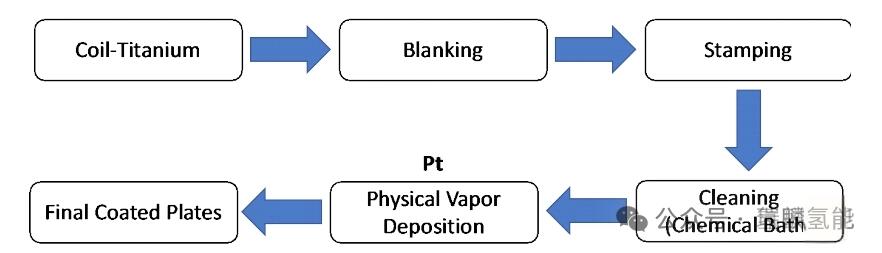
圖6
六、單池與整堆組裝
1. 單池
– 雙極板絲網(wǎng)印刷密封墊圈
– 依次疊放 MEA(含 CCM、PTL、GDL)
– 固化
2. 成堆
– 將單池層層疊加并壓緊
– 加裝端板、拉桿等機(jī)械件(圖 7)
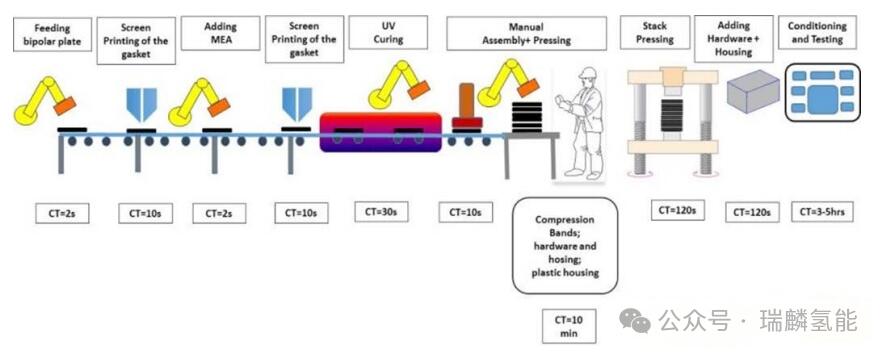
圖7
3. 自動(dòng)化程度
– 小批量:人工疊裝,人力密集、節(jié)拍慢
– 大批量:多級(jí)自動(dòng)化,效率顯著提升
【延伸閱讀】
威孚高科在PEM電解槽安全運(yùn)行研究領(lǐng)域取得突破成果
銥使用量減少50%,每噸18GW!Ohmium超越PEM電解槽行業(yè)目標(biāo)
用于烏茲別克SAF項(xiàng)目!Plug Power簽署高達(dá)2GW的PEM電解槽意向訂單
連簽5家數(shù)千萬元戰(zhàn)略客戶!東拓新能源百萬標(biāo)方PEM電解槽生產(chǎn)設(shè)備交付
東拓新能源百萬標(biāo)方PEM電解槽生產(chǎn)設(shè)備交付
ALK+PEM!投資5億元!國(guó)家能源集團(tuán)擬建氫能測(cè)試平臺(tái)
3條PEM電解槽生產(chǎn)線入選2025年度海南省先進(jìn)裝備制造首臺(tái)套項(xiàng)目(第一批)
版權(quán)與免責(zé)聲明:
凡注明稿件來源的內(nèi)容均為轉(zhuǎn)載稿或由企業(yè)用戶注冊(cè)發(fā)布,本網(wǎng)轉(zhuǎn)載出于傳遞更多信息的目的,如轉(zhuǎn)載稿涉及版權(quán)問題,請(qǐng)作者聯(lián)系我們,同時(shí)對(duì)于用戶評(píng)論等信息,本網(wǎng)并不意味著贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性;
本文地址:http://www.scadasaas.com/Technology/show-3669.html
轉(zhuǎn)載本站原創(chuàng)文章請(qǐng)注明來源:中國(guó)氫能與燃料電池網(wǎng)


氫能與燃料電池產(chǎn)業(yè)
微信掃描關(guān)注





